
������������������
������������Ķ���ͷ��ࣺ
��SMTӦ���У���Ʒ�ĺ����������������µĶ�����������
���������ͼ��ʹ�û�������ʽ���������У��ܹ�ά��ij���̶ȵĻ�е�͵������ܡ���
���ⶨ���У���ʹ�û�����ָʹ�õij��ϣ������ڻ������⡢��ֹ�Ĺ���̨���ƶ��Ľ�ͨ�����ϡ��Լ���������ʪ�ȵȵȣ�����ʽ����Ҫָ����ͨ�繤��ģʽ������һ���лῪ�ض�εģ����ֻ������ԡ�MP3���������ӵȲ�Ʒ������ͨ��������������ػ��ģ���ͨ�Ż�վ�����õ绰�����籣���Ȳ�Ʒ�����������ڡ�ָ���Dz�Ʒ��Ԥ��ʹ���ڡ���Щ������Ϊ��ҵ�������ҵ��λ�IJ�ͬ���������죬Ҳ����Ʋ��ű�����ڶ���ģ��������ϵĶ�����˵�������ͼ������ά��ij���̶ȡ�ָ���ǿ��Խ��ܵ�ʧ���ʧЧ�̶ȣ�����˵1%�IJ�ƷʧЧ����ij�����������ϵ�20%�½�֮��Ķ��塣
�����ϵĶ����У������һ���������ճ������о���û�кܺõ��չ˵��ģ����Dz�Ʒ�ġ����������⡣���ڼ�⼼���ֶΣ��Լ��ɱ���֪ʶ�ȵ����ƣ���Ŀǰ��SMT�û�Ⱥ�У��ܹ����㹻�չ˵��ⷽ����û�Ϊ�����ࡣ�������Dz������г��Ͽ���'������'�IJ�Ʒ��
������Щ����SMT����ҵ��˵�������Ķ��������������ࡣ����'��ʱ����'��'�ɿ���'����'����'����'��ʱ'ָ����ʹ��ʱ��Ϊ�㡣Ҳ���ǽ���ʱ���������֡���������ǰ�װ�����䡢����Ӱ�죬���������̷���ʱ��������ͨ��FT�����ܲ��ԣ���У��ȹ����ѹص������������ڿͻ����յ�����Ʒ���Ͷ���˻���һ�������̶��ⷽ��ı��ֱȽ��˽⡣������'�ɿ���'����ı��־�δ�����㹻��ϸ�ļ�¼�������������ˡ�
��������'��ʱ'��'����'�����⣬�������������Էֳ�'����'��'�Ǻ���'��'����'������'����'��������˼��ָ���Ǻ����Ƿ�����ʹ�����������Լ�ʹ�û��������¼�̵ı������е�͵��ԽӺ����ܡ��ڻ��������У�������Ʒ����������PCBA�ϵ������ͻ���Ȳ��϶��ᾭ�����£�����������ϵĸ��¿��ƿ��ܻ����Щ���Ͻ����ƻ��������Ҫ����ʦ��ȥ�о��ʹ���'�Ǻ���'�����ˡ����͵ķǺ�������������������װ�ı��ѻ�ֲ㣬�����ۻ��ȵȡ�
���������ı�֤����Ҫ���㼸���ⲿ���ڲ����ء��ⲿ�������������㣺
1���㹻�����õ���ʪ��
2���ʵ��ĺ����С��
3�����õ�����������
�㹻�����õ���ʪ����������֪��'�ɺ���'״������Ҫָʾ��һ��δ��ʪ�ĺ���������㹻��IMC�γɣ���Ҳ�ͼ�Ӹ������Ǻ��������Dz�ġ�����Ҫ����һ�㣬����ʪ������Ȼ��ʾ�ɺ��Դ��ڣ�����������ȫ��ʾIMC�ĺϸ�IMC�γɵij̶Ȼ�״�������Ǿ�������ɿ��ԵĹؼ���������ۼ��������һ����Ҫ���ơ�
����Ĵ�С��ֱ�Ӿ�������Ļ�еǿ�ȣ��Լ�����ƣ�Ͷ��Ѻ������������ڻ������Ӽ����У�һ�㺸��IJ��϶����������ӡˢ�����ں��������˲���ƥ�䲻���������£�����ʱ��Ҳ�������Ż���������������á������ϵĹ۵��ϣ�����ϣ������ƫ��Ϊ�ѡ�����̫��ĺ���Ҳ���ܴ������⡣����Ӱ����ʪ�ļ���ԣ��Լ���������������Žӵȹ������⣬�������������̵�Ǩ�ƹ��������ȡ�
�������������Ҳ����Ҫ��������ʹ���У�����ṹ�ڲ��ĸ����������ܵ�Ӧ������һ���������ᵽ��'�����С'���ػ��������'��������'����һ�����ǡ�����һ��'����'��������������'���'�����⣬�ڿɿ��Կ����Ͼ�û�г�����'���'��λ�������ء�
�����������ڲ��ṹ����Ҳ������������Ҫ����Ӧ�õõ���֤��
1���ʵ��Ľ�����Ͻ�㣻
2����ʵ�ĺ����ڲ��ṹ��
3�������ڲ������ṹ��
������Ͻ�IMC���γ�״�����Ǿ��������еǿ�ȵĹؼ�����ͬ�Ľ������γɲ�ͬ�ɷ���ϵ�IMC������ǿ��Ҳ������ͬ��������ѡ��������PCB���̶Ʋ���������������ƥ�����Ǹ�ȷ����������Ҫ��������ѡ���ʵ��IJ��Ϻ��������������ͨ�����ӹ��յĿ��ƣ�ʹIMC�γ����õĺ���ˡ�IMCδ�γ�ʱ���dzƸú���Ϊ'�麸'����ṹ�Dz���̵ġ�������IMC�����Ǹ������Ľ���������һ���γ�̫��ʱ������Ҳ������IMC�ṹ�ж��ѡ����Կ���IMC��ȱ���˺��ӹ����е�һ���ص㡣
������ڲ�������'ʵ'�ġ������ڻ������ӹ����У������PCB���ϵȻ��з�������������ں�����ۿ����ʵ��ϸ������£����ڲ��п�����Ϊ��Щ�����ɢ��������������һЩ���СС�����ס�ʹ�ú��������ʵ��������'����С'��������ɿ����ܵ���в��
��������ṹ���ܵ������¶ȡ�ʱ���Լ��������ʵ�Ӱ�졣��ͬ��ϸ�ĽṹҲ���ֲ�ͬ�Ŀ�ƣ���������������ڴ�ͳ��Ǧ�е�Ӱ�첻�Ǻܴ����ڽ�����Ǧ�������б���ָ����ijЩ�Ͻ���������еġ��û���ѡ����Ǧ����ʱ��ð�����������ڱ�Ҫ���������ǡ�
'�Ǻ���'�������档���������ĵIJ��ϣ�������PCB���������ԡ���Ϊ�û���һ����������DFM������������ƣ������У���ѡ��ʱ��Ӧ����ȡ�ⷽ��ļ������ϡ���Ŀǰ��Ӧ�̽����е����������ṩ���û�һ������'��������'�ı��������ʾ���¶Ⱥ�ʱ�伫�ޣ����û�����ʹ�á���ʵ���������д��Ľ�����Ϊ�������ǵ�һ���ϣ������ɲ�ͬ���ϡ��нṹ����ƺ��ռӹ�����'��Ʒ'��Ŀǰ����������ָ���������������ܾܺ�ȷ�Ŀ��ƺͱ�֤���������ڽ��������������ṩ�������ϸ�Ľ��͡����������ڸ�֪���ģ������DZ����и�����ָ�������ӺͿ������ǵĺ��ӹ��ա�
�����������жϣ�
Ŀǰҵ����������Ժ��ӽ�����аѹص��ֶΣ��Dz���MVI��Ŀ�ӣ���AOI���Զ���ѧ��⣩�������ICT�����ߵ��Բ��ԣ���FT�����ܲ��ԣ���ǰ������'���'���飬��Ȼ���Լ�����ֹ������⣬�������ܸ������е���۹���ģʽ��������ǿ����ʹ�������˹�Ŀ������������������ٶȺͳɱ���ϵ��û�б����á�AOI�ٶ�Ч����Ȼ�Ϻã�������ʻ���̫���롣��������ּ�����ڵ��Լ����ǹ��ռ�⡣Ҳ������˵�������������Ҫ���ص��ڼ��ʱ�Ѿ���ɵ����������죬���������ܱ������ַ������������˵������̫С�Ĺ������⣬��ʱ��δ����ɵ����������졣����������������ʶ�������
������ǰ�ߵ���ۼ����Ǻ��ߵĵ��Լ�⣬���ǶԺ�����������������нϸߵļ���ʡ���ǰ����̸���������ⲿ���ڲ��ṹ���ء����ڲ��ṹ�����ϣ���Щ���õ�������ȱ�����������������ϸ���˵��Ŀǰ���ǵļ�鼼���������ṩ�㹻��������֤�ġ��ҽ��ڽ����������кʹ�Ҹ������̸��������֤����Ŀ��⡣
�����¶����ߴ�ۣ�
����������һЩ�������ӹ��չ���֮ǰ�����������ع�һ�»������ӹ��յĻ����������ߡ��Ա������Ժ����ģʽ��Ӧ���������Ҫ֪���йػ������ո���ϸ�ģ����Բο�����2004��ġ��������Ӽ����Ĺ���Ҫ��ͼ������Ͽ��ǡ�һ�ġ�
һ�����͵Ļ������ӹ��յ�ʱ��/�¶�������������ͼһ��ʾ��
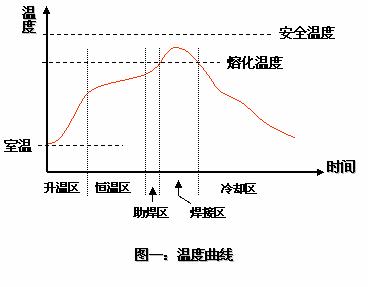
1������
2�����£�Ҳ��Ԥ�Ȼ�ӷ���
3������
4������
5����ȴ
��һ���������Ŀ�ģ����ڲ���Ʒ������£�����ʹPCBA�ϵĸ�����¶Ƚ��빤��״̬����ν����״̬������ʼ�������ں��ӵ�����ɷݽ��лӷ�������
�ڶ������������������ƣ����¡��ӷ���Ԥ�ȣ�����ʾ�ģ���������������á�һ�Ǻ��£������ṩ�㹻��ʱ���������¶�''���ȵ㡣��������¶�Խ�ӽ��ȷ��¶�ʱ�����������ʾ�Խ�������Ǿ���������������ʹ�����¶��ӽ��ȵ��¶ȡ�ʹ������¶Ƚӽ���Ŀ�ģ���Ϊ�˼��ٽ��������ͺ�����ʱ��ֵ�²�ķ��ȣ����ڿ��Ƹ������������ȷ��һ���ԡ��������ĵڶ��������Ƕ��������Ѿ�û���õĻ�ѧ�ɷݽ��лӷ��������������������DZ����ڽ����¸�����������Ը���ʱ�ܵ�̫����ȳ����
���������������еĻ��Բ��ϣ����������������õ�ʱ�˿̵��¶Ⱥ�ʱ���ṩ��������ϴ����������Ļ������
���¶Ƚ��뺸���������ṩ�����������ۻ�����Ľ���������һ�����������˺�PCB������ʹ�õIJ��ϣ����۵㶼�������࣬���Ա����Ŀ�ʼ�¶����������Ծ�����������63Sn37������˵�����¶�Ϊ183oC�����³������¶Ⱥ��¶ȱ�������������������㹻��ʱ��ʹ�ۻ����������㹻����ʪ�ԣ��Լ��ܹ������������Լ�PCB���̼��γ��ʵ���IMCΪ��
������ȴ�����ã�����ʹPCBA�ص����±��ں���IJ����⣬��ȴ�ٶ�Ҳ���Կ��ƺ����ڲ����ᾧ�ṹ����Ӱ�캸���������
�������ӹ��չ��Ϻ����ߵĹ�ϵ��
�����ᵽ��5���������ӹ����У�ÿһ���ֶ����������ã�����صĹ���ģʽҲ��ͬ��������Щ��������Ĺؼ����ڶ����ǵ������Լ�����жϹ���ģʽ����Ĺ�ϵ��
�����һ�����¹���������ò�����ɵĹ��Ͻ�������'����'��'��������ĺ���'��'�������ȳ����'�����⡣�ڶ��ε�'����'���������ɵ�����ȴ������ͬ����һ����Ĺ���ģʽ������'��̮��'��'�����Ž�'��'�߲�����'��'����'��'��ʪ����'��'����'��'����'�ȵȡ��ں��ӹ����У�¯�ӵ��ض����������������е�ijһʱ��λ�������һ�����������ӵ��������̣�Ŀǰ��¯�Ӳ�û���ṩ��Щ��ʩ�㣬��ʹ��Щ¯�Ӱ�װ�������ڵ�Ҳ��Ϊ����С�����ھ���Զ��������۲죩����ֻ�ܼ�������Ľ�������Ҫ������⣬���Ǿͱ���Ҫ�߱��ܹ��ӹ���ģʽ�ƶϳ���ع��չ����������Ҫ������һ�㣬������Ҫ�кܺõ�����۲�Ͳ�ץ�����⣬���ȱ���Ը��ֹ��������ԭ���кܾ������ʶ��עһ����
�������ӵĹ���ģʽ��
�ڵ��͵Ļ�������PCBA��װ�����У��������ӹ�������û����������ʿص�ĵط����������۲쵽�����⣬��Ȼ��������Ϊ�������ӹ���������ģ���Ҳ�в��ٹ���ģʽ�Ǻͻ������յ����û���Ʋ����йء�Ҫ��Ч�ͳ��Ľ�����⣬���DZ������Щ����ģʽ�����������ͷǻ������յģ��������Ϻ�����ģ�ע�������������о��Ϳ��ơ� ����ܷ��Ӽ������ϵ����á�
������ǰѽ���ֻ����'�������ӹ���'�ϣ����������Ĺ���ģʽ�����м��֡�
1�� ��ʪ�������㣻
2�� �麸 / ������������Ϊ���ܲ�����ɵģ���ע������
3�� �������㣨����δȫ�ۻ�����
4�� ��λ / ���ϣ�����'����'����
5�� ���� / ������
6�� ����ʧ���������������
7�� �Ž� / ��· / ������
8�� ���� / ���飻
9�� '����'ЧӦ��
10�� ����������
11�� �����ڳ���������տף�
12�� ����ֲڣ�
13�� �����������Ѻۻ���ѣ�
14�� �����ܻ��������ڻ�װ���ջ�˫���������ϣ���
���ϳ��˵�2���'�麸 / ����'�����ֵ�10���'����'���Լ���11���'����'����ģʽ�⣬�������ں�'��ʱ����'��'���'�йصġ�����'�ɿ���'��'����'������صĹ���ģʽ�У����ǻ���������������������ǽ�����2��10��11���3�ֹ���ģʽͨ��ʹ���е��ƻ�������ԣ�ģʽ�����塣���õ�ģʽ�����¼��֣�
1��ƣ�Ͷ��ѣ�
2�������ѣ�
3��������ע�ģ���
4�����У�ע�ģ���
5������
6����ײ����
'��ʱ����'��14�����ģʽ����'�ɿ���'��6������ģʽ��һ���Ĺ�ϵ���ڡ����ʵ���DFR���ɿ�����ƣ���DFM������������ƣ��£�����ܹ���֤'��ʱ����'��14������ģʽ�ܿأ����ǿ����ںܴ�ij̶��ϱ�֤��Ʒ��'�ɿ���'��Ҳ���������ϵ��ʹ���ǵ���ͨ���Ͽ��е��������������ͼ����������Կɿ��Եı�֤��
����ģʽ�����ͽ��������
��SMT�����У����й���ģʽ���ǵ�һ��������ɡ��Ѹ�������ģʽ�������ҳ����������о���ͨ���˽������Ƹ���Ҫ�����û��������չ���ʦ����Ҫ��������������������һ������ԭ�������ӡ�ϣ��ͨ���ⰸ����ʹ���߸��õ���ʶ��������Ӧ�õ����
�����Ե�һ�ֵ���ʪ�������������Ϊ��������ϵij���ǣ�浽������������ԡ���װ����桢���ڰ��ˡ����յȶ������ء��ڹ�Ӧ�����ҵ���ĽǶ���������ǣ�浽��Ʋ�����Ӧ�̡��ֿ���ڲ����Լ��������յȲ��ŵĹ������ڼ������Ϲ�����Ҫ���ϣ���Щ���Ŷ�����Ը��Ե����ν�����϶��壬��ȷ���������ñ��ֹ�������������Ԥ������ķ���������ν����֮�����ϣ���ָͨ������ԭ���ͳɱ���������������ָ�궨�塣�����ڼ������Ϲ���ǰ�����DZ����������װ���������㹻���˽⣬����ʹ����������ȷ�ʵ��ľ��ߡ�
Ҫȷ����ʪ����Ҫ���������Ǻ��ӽ��������ԡ�'��ʪ'��һ��������ԣ����Բ��ϼ��ƥ���Ǹ��ؼ�����һ��ʹ�û������ӵĵ��ͺ����ϣ����������ֲ��ϡ�Ҳ���������ĺ��ˡ������PCB���̵ı���Ʋ㡣���û��ĽǶ���˵���ܲ��ҵģ���Ӧ���Ƿ����˲�ֻһ�֣�����Ϊ�����ٵ������ϡ��ں�Ǧ�����У���Ȼ����Ͻ�������࣬����PCB���̶Ʋ��ϣ��������������˶Ʋ��ϣ�ȴҲ�����˲��ٵ�ѡ����Щ���ϵ������ʪ�Բ���һ�¡���������ǣ�����Щ�������������������ʱ������ͬһPCBA��ӵ���ڶ���������࣬���������˵ĶƲ��ȣ������ڲ���ϣ����˵ĵ�ƹ��գ����ʱ��������ȵȺ��γ���һ����˵�Ƕ�临�ӵ����Բ���״�������ϵ�ѡ�����û���Ʋ��Ĺ���������ȷ����ѡ�ò����ʺϱ�������ӹ���������������ע�壩�Ǹ���Ҫ�Ĺ���������Ǽ������Ϲ����е�DFMԪ�ء��ⲿ�ֵĹ�������λʱ���û����Ա�֤��Ҫ�����Ͼ߱��ʺϳ̶ȵ���ʪ�ԡ�
�û���Ʋ���ͨ�����Ϸ���ָ�����ϵ�����ͶƲ��Ⱥ�֤��ʪ�ԵĹ���ֻ�Ǹ���ʼ������ֻ֪�������Ŀ��У����뿪������֤����һ�ξ��롣�û����¸���ע��Ŀ�Dzɹ���Ӧ��������������ء���ѡ�õĹ�Ӧ�̣�����߱��㹻�����켼��������������������ȷ���ṩ�IJ��϶��ܷ�����Ʋ��ŵ�Ҫ����������Ͻ�Ĵ��ȡ��Ʋ��ȡ��ڲ����������ȡ�����ܶȵȵȡ�������һ�����û��Ϳ�����Ч��ȷ������������ʪ�Ա�֤�ġ�
���ڴ�����û���˵��Ŀǰ�ܲ���JIT����������ģʽ�IJ����࣬��ʹ�����е�Ҳֻ�Ǿֲ��ؼ����ϵ����С������������ϵĿ�滹���ճ�����������������һЩ��ҵ���г����ԣ��Լ�һЩ����ˮƽ�ϸߵ���ҵ��һ��Ŀ��ʱ�䲢���㳤��Ҳ��˲���Ϊ�������������Ҳ�������һ�����û���������ҵ�г����ԣ����糬С��������������ɱ�ѹ���ȵȣ����ǹ���ˮƽƫ�͵����أ���ɿ��ʱ��ƫ������������Щ�û����������Ϳ��ܳ�Ϊ��ʪ�Թ���ģʽ��һ����Ҫ���ƻ����ˡ�������һ�����û��ܹ�ȷ������������ʱ�߱�������ʪ�Ե�������
����һ����Ҫ�Ĺ��������ǽ������������ˡ�Ҳ����ѡ���պ��ƶ��������Բ�������������ٵ��ǻ������ӵ����ӣ����Թ���ѡ��Ҳ���ǻ������ӡ����ڹ������Բ�������'��ʪ��������'��һ����ģʽ���ԣ����ڻ��������еĵڶ����Ĺ���Ҳ����'�ӷ�'��'����'��'����'�����������������Ժ���������Ϊ��Ҫ���Ƶ㡣'�ӷ�'����������ò��ã������Ļӷ��ォӰ��������Ч����Ҳ��Ӱ����ʪ��������'����'��ʱ��������Ʋ�����̫��ʱ����Ч�ʻ�û�б����ӳ�����̫��ʱ��������������Ҳ��Ӱ�����ʪ�ԡ��������Ҳ���������õ��¶Ⱥ�ʱ����ơ�'����'���¶Ȼ������ʪ�̶ȡ��¶�Խ��ʱ���ۻ������ı�������Խ�ͣ���������ʪ����������¶��Ǹ���ǿ��ʪ�ķ����������Ȼ�������ƣ�����˵���DZ���ͬʱ�չ˵����¿�����ɵ��������εȵ����⡣Ӧ����ʶ�����ǣ�������ʵ�ʹ���������ԵIJ�����һ���¶Ⱦ��ȵĵ�һ���㡣����ǧ�ٸ���ʪ�Բ�һ���¶Ȳ�һ����������һ���㱾���¶ȶ������ȵĺ��㡣�����DZ�������һ����ͬ���¶Ⱥ�ʱ�䣨¯�ӵ����٣����������Dz�ͬ������Ҫ�����Ҫ���չ���ʦ����Ҫ����ʹ�ø��ֵ����ֶ����ƶ���ѵ������ˡ�
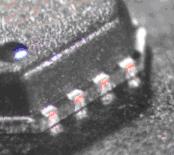
������������һ��ʵ�ʰ���������ͼ����ʾ���Ǹ�������ʪ�����������ۻ�������û���㹻�������������ĺ����ϲ������Լ������ֶƽ����ɫ���������ں������γ�Բ���������״������Ҳ���Կ�������ߵĺ�����н���������ʪ��

ͼ������ʪ����
��������γɣ��������������ȴ����ϵ��¶ȱ���PCB�����ϵ��¶����õ�����ɡ������ֻͨ��������£����¶��������ǿ������ġ���Ϊ�������κ����ӷ����Ĺ�ϵ����ϸ���������ϵ��¶ȷֲ������Դ���ʾ'ƽ��'ֵ���¶����������������������⡣����ͨ���۲캸�����ǿ����ƶϳ�������ij���
��ʱ����ϵļ�¼�̶��ǽ���47%��65%�IJ�����ˮƽ��Χ�ڡ�ͼ����ʾ�˵�ʱ���¶��������ݡ�

�˽�����ԭ�����ҶԸò�Ʒ���¶����߽������µ��������չ˵�����������Ȼ�ڹ��չ淶�ڵ�����£��Ҿ���ʹ�������ĺ����¶������������վ����˲�������ͼ�ĵ��������ݡ�
ͼ�ģ����յ�����¯������

���ƺ�������723��PCBA�IJ����ʽ���0��������ȫ�����ͼ��Ϊ���ƺ�����������״����

ͼ�壺���ƺ���ʪ���
����һ��������ͼ����ʾ��Ҳ����ʪ������״������ͼ�������ǿ��Կ�����������ѻ��ں����϶�û�кܺõ�������ֻ�������ĺ����·�����ʪ�ļ������Ⲣ�ǹ��յ������ܲ��������⡣��ʵ���������������ϲ������𣬶�����������Գ����˹��ղ�����������Χ����ͼ�������ǿ��Կ�����������ڡ���Ӧ���ں����ϵ��и��ĥ���ȣ��������ص������Ʋ��Ѿ�����ȥ��¶�����ĵ���ɫ�����ĵĹ�������ʹ�����е�������������������ʪ��������㵱ʱ�ڸ��������Ŀɺ��Բ����оͺ����ԵĿ�����

ͼ������ʪ����
ͼ�ߣ��������˲���
���ϵĵڶ�������������ԭ����Ǹ��û��ڼ��������к����˹�Ӧ�̷���������������������ⷽ��������λ���������һ�����������û��ڲ����տɿص����ء����籾�ڿ�ʼʱ��˵�ģ�SMT����һ�㲻�ǵ�һԭ����ɡ�������'��ʪ����'������Ȼ������ͬ�Ĺ����������Ӧ�ò�ȡ�Ľ������ȴ��һ����SMT�ĸ�����ϣ�����ʹ��ÿ�εĹ��ϴ������Ǹ�ȫ�µķ����͵������̡����ϵİ���Ҳֻ�ǵ�ʱ�����һ����ӳ�����߲�Ӧ������Ӳ����ȥʹ���⾭�顣��Ϊ���'����ģʽ'��������Ȼ���ƣ�������������ܲ�ͬ�������ڵڶ������У���Ӧ�̿��ܸ���������Ӧ������һ���ͻ�û���������⣬���ɴ�����˵�����������ϵ����⣨ע��������ʵ�Ϲ�Ӧ�̵�����ͻ�û�м��������⣬�п�������Ϊʹ�õ����ͬ���߱���ǿ������������ʹ��ˮϴ����������Ҳ�п�������Ϊ��Ʒ�����ѶȲ�ͬ�������أ����Լ��豸������ͬ������������ǵ�ȷ�����������⡣�����SMT�����ۺϼ��������ʣ������Ҵ����ƹ㼼������Ӧ�ú�����ԭ�����Ƕ�������������������֮��Ķ�����������������Ч�Ľ���ͱ���������⡣
Ҫ�ܺõĽ���������⣬��Ҫ���Ƕ�����SMT����ԭ���Լ��������Ԫ�ط���������ʶ�������ʵ��̶ȵĿ��ơ���ЩԪ�ذ������ڱ�ϵ����������ƪ���������ϸ�������ᵽ����ơ����ϡ��豸�����պ���������5�����档�ǵ������Ǹ������Ҫ����ϸ�ֻ��ͨ�������Լ����̵Ŀ��Ʋ�����������Ҳ����ȱ�ݵĻ����������������̵Ŀɿ��ԣ�������ͨ������һϵ�е���ơ��ɹ�����Ӧ�̹��������������з��ȵȹ��ܺͻ�����ڱ�֤������Ǽ������Ϲ�����
עһ��SMT���չ���ʦ����������ʦ�ǣ�Ӧ��������һ�ֶԹ������������Ĺ۲��������ӹ��Ϻ����Լ����ܱߣ�����PCBA��������������ռ��͵ó�һ���������ܵõ�����Ϣ������һ�ּ��ܡ������ּ��ܱ��뽨����רҵ���������ϣ�Ҳ����SMT���Ӻ���װԭ���ϣ����ܹ�������ߵ�Ч�档
ע����'����'��ָ���������ϣ����ڹ��ա��豸�����������ɵ����⡣'����'��ָ������������������أ�������ƣ�DFM�������Ϲ�Ӧ�̡���桢���������ڵ�����ɵ����⡣
ע�����������ܲ��������£������γɱ����Ͽ�����õĺ��㡣������IMCû�кܺ��γɣ����ຸ����������ܲ��㣬���Թ�Ϊ'�麸'��'����'�ࡣ��Щ�û���������ϳ�Ϊ'�亸'����������麸��������ԭ��ֻ��'��'�����������Ҳ���'�亸'�����Ƽ��벢�С����亸�Ľ������'�麸'��'����'��Ҳ��˲���'�亸'�����г���
ע�ģ��ɿ��Բ������г��õ�'����'���ԣ�������'����'��'����'���ۺ�ЧӦ���ԡ�
ע�壺�����'��������'�ǹ���ġ������˹��ա��ɹ������ȷ����������
ע����SMT�����������ϵ���ӣ���������ֱ�����ܹ�����ȷ�жϵġ��������������ѷ���ʱ�����ڹ��õ�'��ǰû������'��'�����û�û������'�Ĺ������̬��������������������һ���Ĺ���ʦ�ͼ��������˲š�
�����������������Ǻ��ӿƼ�����˾http://www.xindalang.com
��ؼ������ϵ�ַ
|
��� |
�������� |
���ӵ�ַ |
|
1 |
||
|
2 |
||
|
3 |
||
|
4 |
||
|
5 |
||
|
6 |
||
|
7 |
||
|
8 |
||
|
9 |
||
|
10 |
||
|
11 |
||
|
12 |
http://www.xindalang.com/technicalData/Article/47.html | |
|
13 |
||
|
14 |
||
|
15 |
||
|
16 |
||
|
17 |
||
|
18 |
||
|
19 |
||
|
20 |
||
|
21 |
||
|
22 |
||
|
23 |
||
|
24 |
||
|
25 |
||
|
26 |
||
|
27 |
||
|
28 |
||
|
29 |
||
|
30 |
||
|
31 |
||
|
32 |
||
|
33 |
||
|
34 |
||
|
35 |
||
|
36 |
||
|
37 |
||
|
38 |
||
|
39 |
||
|
40 |
http://www.xindalang.com/news/Article/42.html | |
|
41 |
http://www.xindalang.com/news/Article/44.html | |
|
42 |
http://www.xindalang.com/news/Article/45.html | |
|
43 |
||
|
44 |
http://www.xindalang.com/news/Article/60.html | |
|
45 |
http://www.xindalang.com/news/Article/61.html | |
|
46 |
http://www.xindalang.com/news/Article/73.html | |
|
47 |
||
|
48 |
||
|
49 |
||
|
50 |
||
|
51 |
||
|
52 |
||
|
53 |
||
|
54 |
||
|
55 |
||
|
56 |
||
|
57 |
||
|
58 |
||
|
59 |
||
|
60 |
||
|
61 |
||
|
62 |
||
|
63 |
||
|
64 |
||
|
65 |
||
|
66 |
||
|
67 |
||
|
68 |
||
|
69 |
||
|
70 |
||
|
71 |
||
|
72 |
||
|
73 |
||
|
74 |
||
|
75 |
||
|
76 |
||
|
77 |
||
|
78 |
||
|
79 |
||
|
80 |
||
|
81 |
||
|
82 |
||
|
83 |
||
|
84 |
||
|
85 |
||
|
86 |
||
|
87 |
||
|
88 |
||
|
89 |
||
|
90 |
||
|
91 |
||
|
92 |
||
|
93 |
||
|
94 |
||
|
95 |
||
|
96 |
||
|
97 |
||
|
98 |
||
|
99 |
||
|
100 |
||
|
101 |
||
|
102 |
||
|
103 |
||
|
104 |
||
|
105 |
||
|
106 |
||
|
107 |
||
|
108 |
||
|
109 |
||
|
110 |
||
|
111 |
||
|
112 |
||
|
113 |
||
|
114 |
||
|
115 |
||
|
116 |
||
|
117 |
||
|
118 |
||
|
119 |
||
|
120 |
���������Ǻ��ӿƼ�����˾��һ��רҵ�з������������۵͡��С�����ǥ�����������ĿƼ�����ҵ����Ʒ��Ҫ����ϴ�����������������������������Ǧ����������ͨ�Ͳ������������������Ǧ����ͷר�ø�Ч����������/ͭ���ֲ���ǥ����������ͭ�Ͻ������¸�״�����������¸�״���������ͺ����ϵ�в�Ʒ���㷺Ӧ���ڵ��ӡ����������������������
��˾�����������з����ģ�ӵ��2����ʿ�Ͷ���������ר�ң������������ҵ��ѧ�������������������еĿ��к�����














ICP������:��ICP��10205574��